
M-Code na Maquinação CNC: O Que É, Como Funciona e Comandos Comuns
Na maquinação CNC, G-code indica à máquina como mover—o percurso da ferramenta, coordenadas, avanços e arcos. M-code indica à máquina como funcionar—arranque/paragem do fuso, controlo do líquido de arrefecimento, mudanças de ferramenta, pausas de programa e outras ações auxiliares que suportam o corte. Juntas, formam a "linguagem" prática que transforma um percurso de ferramenta CAM num ciclo de maquinação real e repetível.
A SunOn, tratamos o M-code como uma camada de controlo de produção: não molda diretamente a geometria, mas afeta fortemente o ciclo de tempo, estabilidade, segurança, consistência de acabamento e fiabilidade geral — especialmente quando uma peça requer múltiplas ferramentas, configurações ou estratégias de refrigeração.
O que é M-code?
Num programa CNC típico:
-
G-codes gerem o comportamento do movimento (movimento rápido, corte linear, arco, ciclo de perfuração, etc.).
-
M-códigos gerem o comportamento da máquina (fuso, líquido de arrefecimento, paragens, rotinas de mudança de ferramenta, fim do programa).
Porque é que o M-Code Importa na Produção Real
Mesmo que o seu software CAM gere código automaticamente, os M-codes continuam a ser críticos porque controlam itens que afetam diretamente a qualidade das peças e a eficiência da oficina:
-
Controlo térmico e acabamento da superfície: ligar/desligar o líquido de refrigeração no momento certo reduz o calor e ajuda a prevenir acabamento mau ou desgaste da ferramenta.
-
Segurança e prevenção de colisões: pausas controladas, retrações seguras e sequências corretas de troca de ferramenta reduzem o risco de colisão.
-
Automação estável: a lógica consistente de mudança de ferramenta e o spindle ajudam na repetibilidade entre lotes.
-
Custo e tempo de entrega: paragens desnecessárias e temporização ineficiente do eixo/líquido de arrefecimento podem acrescentar tempo de ciclo significativo entre as execuções de volume.
3ERP descreve o M-code como o conjunto de comandos que tratam estas funções não relacionadas com o corte (fluxo de refrigerante, comportamento da ferramenta e controlo do programa).
M-Code vs G-Code
Uma forma simples de memorizar a divisão:
-
G = Geometria / movimento
-
M = Funções da máquina
3ERP A orientação de programação CNC enfatiza que os códigos G controlam o movimento enquanto os códigos M controlam operações funcionais como o fluxo do líquido de arrefecimento ou o comportamento da mudança de ferramenta.
Na prática, estão fortemente ligados: um corte seguro muitas vezes requer uma sequência correta de código M antes (fuso ligado, líquido de refrigeração ligado, ferramenta correta carregada), e uma extremidade controlada requer códigos M depois (líquido de arrefecimento desligado, paragem do fuso, fim do programa).
Códigos M Comuns que Verá Frequentemente
Diferentes controladores CNC podem variar, mas muitas oficinas usam regularmente um "core set" de M-codes.
O programa para e termina
-
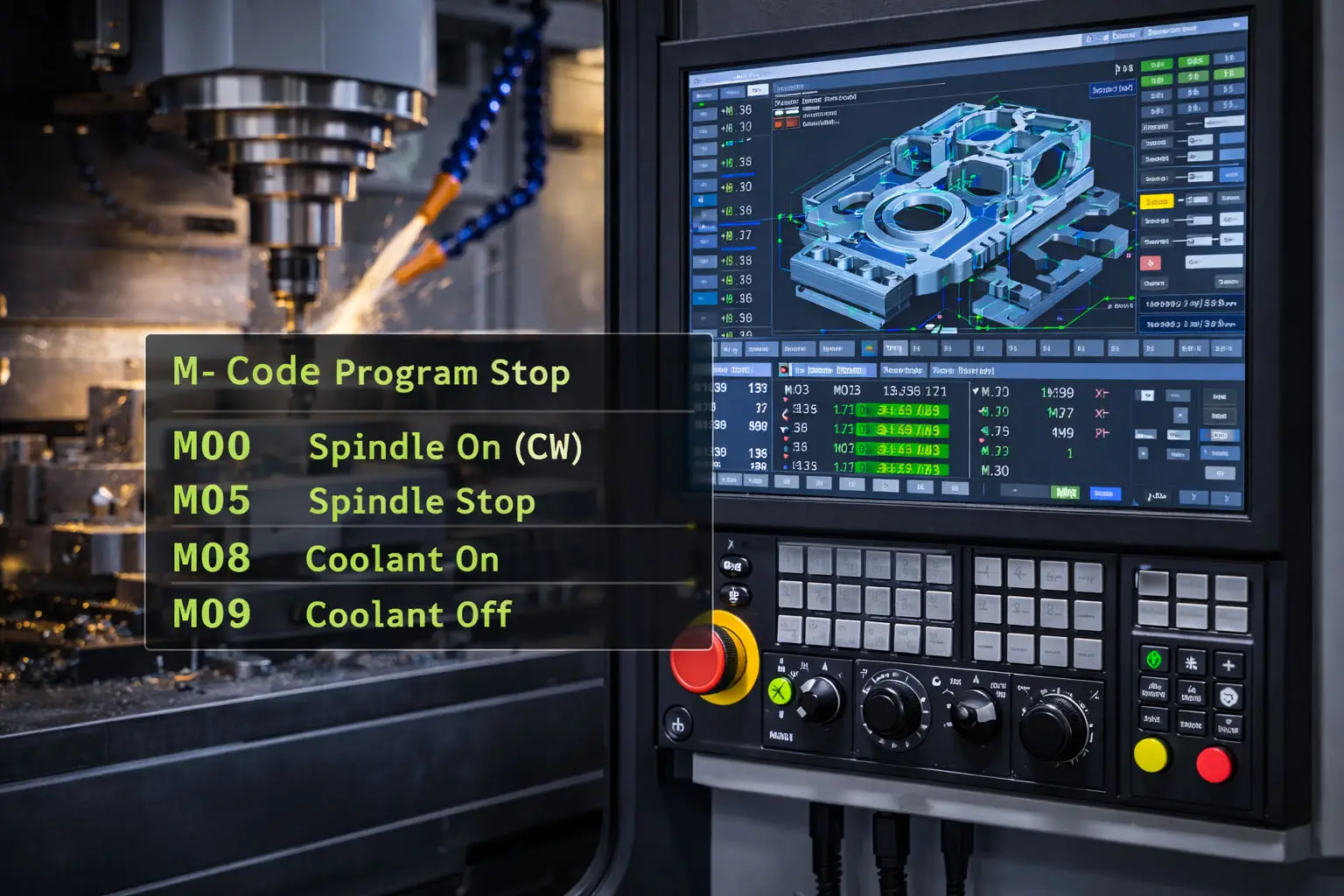
M00: Paragem do programa (pausa obrigatória)
-
M01: Paragem opcional (apenas se a paragem opcional estiver ativada)
-
M02 / M30: Fim do programa (M30 frequentemente termina e rebobina)
Controlo do fuso
-
M03: Eixo ligado (sentido dos ponteiros do relógio) -
M05: Fim do fuso
Controlo do líquido de arrefecimento
-
M08: Líquido de arrefecimento ligado
-
M09: Refrigerante desligado
Estes exemplos são frequentemente citados em referências CNC e nas visões CNC do 3ERP, mas o significado exato pode variar consoante a família máquina/controlo.
Uma realidade importante: os M-codes nem sempre são universais
Ao contrário de conceitos "puros" como o posicionamento X/Y/Z, definições de código M podem variar em:
-
Marca de controladores CNC (estilo Fanuc, estilo Haas, Siemens, Heidenhain, etc.)
-
Tipo de máquina (fresadora vs torno vs fresagem)
-
Macros e opções específicas da loja instaladas na máquina
3ERP nota que a semântica do código pode variar e que até a formatação como M01 vs M1 pode variar entre máquinas.
O que isto significa para os compradores: se estiver a enviar um programa entre lojas (ou entre máquinas), é normal precisar de alterações no pós-processador e de uma verificação rápida.
Como o Software CAM Usa M-Codes
A maioria dos engenheiros já não escreve à mão programas completos em M-code. Em vez disso, software CAM:
-
Gera percursos de ferramenta (geometria e movimento)
-
Usa um pós-processador para formatar a saída de um controlador alvo
-
Inserções de códigos M necessários para alterações de ferramentas, lógica de fuso/refrigerante e estrutura do programa
As discussões de programação CNC da 3ERP enfatizam que a saída CAM depende dos códigos G e M em conjunto para fornecer instruções de movimento e operação da máquina.
Melhores Práticas para Usar M-Code de Forma Segura
Se está a rever a saída CNC (mesmo como não programador), estas são verificações práticas que evitam problemas comuns:
1) Confirmar lógica do fuso e do líquido de refrigeração em torno dos movimentos de corte
Procure:
-
spindle start antes do primeiro movimento de alimentação
-
coolant start antes de cortes pesados (quando necessário)
-
refrigerante desligado perto do fim, não a meio do corte
2) Evite paragens desnecessárias que aumentem o tempo do ciclo
Paragens opcionais podem ajudar durante a demonstração, mas podem abrandar a produção se deixadas ativadas sem motivo.
3) Usar "limpeza de fim de programa" consistente
Uma terminação limpa inclui frequentemente: o líquido de arrefecimento fora → paragem do eixo → retração para a posição segura → extremidade do programa.
4) Validar a alteração da ferramenta e deslocar o comportamento
Os códigos M de alteração de ferramenta frequentemente ativam macros específicas da máquina. Se algo parecer inconsistente entre as corridas, o problema está muitas vezes aqui, não nos movimentos de geometria.
Como a SunOn Aplica o Pensamento do M-Code às Execuções de Produção
Quando um trabalho passa de protótipo para volume estável, prestamos atenção a comportamentos relacionados com o código M que afetam a consistência:
-
Estratégia do líquido de arrefecimento: diferentes operações podem necessitar de tempos diferentes do líquido de refrigeração para gerir o calor e a evacuação do chip
-
Eficiência da troca de ferramentas: minimizar trocas desnecessárias de ferramentas melhora o tempo de ciclo sem sacrificar a qualidade
-
Estabilidade do processo: pausas controladas apenas onde reduzem o risco (verificações do primeiro artigo, transições críticas)
-
Estrutura de programa repetível: rotinas consistentes de início/fim tornam a resolução de problemas mais rápida e reduzem a variabilidade