
Fundição a Baixa Pressão: Guia Avançado para Fabrico de Precisão
A fundição a baixa pressão é uma técnica de fundição de metais altamente aplicada na produção contemporânea. Utiliza forças controladas de baixa pressão para preencher moldes, ao contrário da fundição por gravidade tradicional, alcançando alta precisão dimensional, baixa porosidade e bons acabamentos superficiais. É utilizado em componentes automóveis, aeroespaciais e industriais, onde são necessárias peças extremamente precisas e repetíveis. O conhecimento da fundição a baixa pressão permitiria aos fabricantes e engenheiros maximizar a produção, minimizar defeitos e maximizar peças de desempenho.
O que é a fundição sob pressão em baixa pressão?
A fundição a baixa pressão é outro processo em que o metal fundido é forçado a entrar num molde reutilizável sob baixa pressão, normalmente entre 0,5 a 2 bares. O metal é retirado de uma fornalha fechada através de um tubo elevador para a cavidade do molde. Este método reduz a turbulência, diminui o aprisionamento dos gases e o fluxo uniforme dos metais no componente. Não é semelhante à fundição sob pressão de alta pressão porque velocidades de injeção mais lentas e pressões mais baixas são usadas para desenvolver fundições sólidas e densas com boas qualidades mecânicas.
Todos os benefícios importantes da fundição a baixa pressão
O processo apresenta várias vantagens para os fabricantes que pretendem melhorar a qualidade e a eficiência:
- Precisão dimensional regular de geometrias complicadas.
- Menos porosidade e maior integridade estrutural.
- Acabamento superficial de alta qualidade e menos maquinação.
- Sucata mínima e uso eficiente do material.
- Mais controlo sobre o fluxo de metais, redução de defeitos.
Estas são algumas das vantagens que tornam a fundição a baixa pressão o processo ideal utilizado em componentes de alto desempenho que requerem fiabilidade, como componentes do motor, suportes e carcaças.

Materiais Comumente Usados
A fundição a baixa pressão é mais comummente feita com alumínio e suas ligas, pois têm elevada fluidez, resistência à corrosão e relação resistência/peso. Quando existem requisitos mecânicos ou térmicos especiais, também se utilizam ligas de magnésio e algumas ligas de cobre. A escolha do material é muito importante, pois influencia diretamente o design do molde, o tempo de funcionamento e o desempenho final da peça.
O Processo de Casting Passo a Passo
O processo de fundição a baixa pressão geralmente envolve vários passos sincronizados:
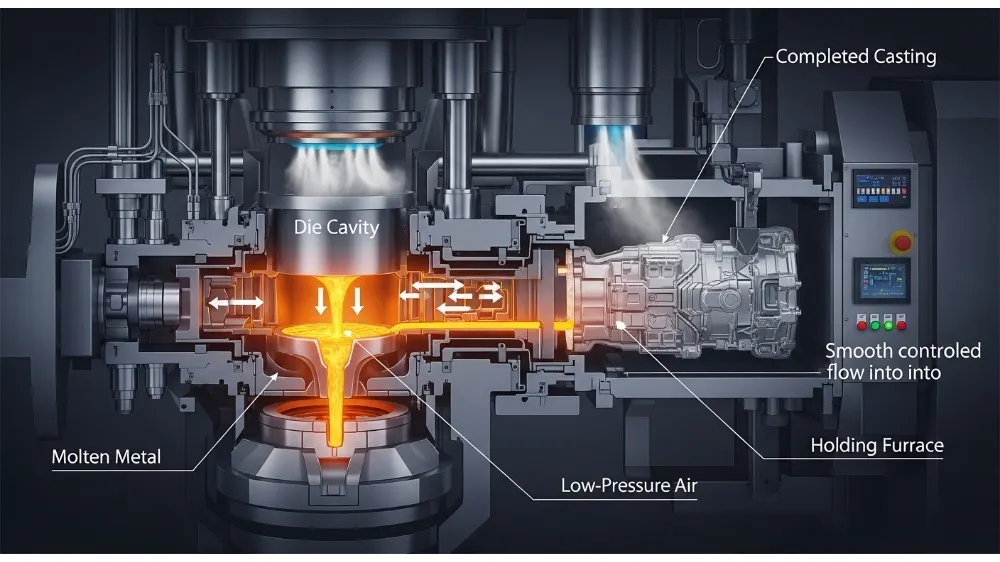
Preparação do Forno:O metal fundido é aquecido num forno fechado até à temperatura desejada.
Inserção do tubo de riser:O tubo elevador é uma ligação entre a fornalha e o molde, pela qual é controlada a quantidade de metal que circula.
Preenchimento de Bolor:Sob baixa pressão, o metal é forçado a entrar na cavidade do molde, resultando numa redução da turbulência e dos defeitos.
Solidificação:O metal fundido é prensado até ao estado sólido e transformado gradualmente em sólido, de modo a obter fundições uniformes e densas.
Ejeção e Finalização:A fundição é ejetada para fora do molde, aparada e pronta para qualquer maquinação ou acabamento superficial adicional.
Este tipo de processo controlado garante uma relação entre a velocidade de produção e a qualidade do produto, sendo assim ótimo nas aplicações de precisão.

Comparação com a fundição por gravidade e a alta pressão
A fundição a baixa pressão é diferente da fundição por gravidade, pois o metal não é empurrado pelo peso do material para dentro dos moldes, mas sim pela pressão, o que, devido ao controlo, garante que o molde se mantém livre de turbulência e minimiza a porosidade. Tem velocidades e pressões mais baixas em comparação com a fundição de alta pressão e produz elevada precisão dimensional e baixo esforço na fundição. Uma das utilizações da fundição a baixa pressão é quando os fabricantes exigem elevada precisão nas tolerâncias e o custo e a complexidade dos sistemas de alta pressão são indesejáveis.
Aplicações da fundição de baixa pressão
A fundição sob pressão, realizada a baixa pressão, encontra aplicação em muitas indústrias onde a precisão, durabilidade e consistência são de grande importância. Utilizações comuns são:
- Indústria automóvel:Peças estruturais, peças de suspensão e blocos de motor.
- Componentes aeroespaciais:Alojamentos e suportes leves de alta resistência.
- Maquinaria industrial:Caixas de bombas, caixas de engrenagens e hidráulica.
- Bens de consumo:Caixa eletrónica, loiça e decoração interior.
É também eficaz especialmente no caso de fundições médias a grandes, que necessitam de superfícies de alta qualidade com mínimo pós-processamento.
Especificações de Projeto para Fundição Sob Pressão
Para tornar a fundição a baixa pressão o mais benéfica possível, os engenheiros precisam de ter em conta vários fatores:
- Design do bolor:A comporta e a posição do riser são feitas de forma adequada para garantir um preenchimento uniforme.
- Espessura da parede:Não tenha áreas demasiado finas que possam causar falhas.
- Ângulos de rascunho:Isto facilita retirar o molde sem destruir a fundição.
- Plano de arrefecimento:Regula a solidificação numa tentativa de reduzir o encolhimento e as tensões internas.
- Escolha da liga:Correlacione as propriedades dos materiais com as necessidades funcionais.
Quando os detalhes forem devidamente observados, os componentes terão as dimensões certas e as qualidades mecânicas certas, além de desperdiçar quantidades mínimas de desperdício e sucata.
Estratégias de Otimização de Processos
A otimização da fundição a baixa pressão melhora a eficiência e a qualidade das peças:
- Regulação da temperatura:A temperatura uniforme do metal reduz defeitos e tempos de ciclo.
- Controlo da pressão:Para que haja densidade uniforme quando a pressão é ajustada com base na geometria.
- Sistemas de controlo automatizados:As máquinas modernas são operadas através de um monitor em tempo real de pressão e fluxo.
- Reparação de ferramentas:As fugas podem ser evitadas através de inspeções regulares e aumentam a repetibilidade.
Através destas medidas, os fabricantes conseguiram fabricar em grandes quantidades de fundições uniformes, livres de defeitos.
Controlo de Qualidade e Inspeção
Os objetivos do controlo de qualidade na fundição a baixa pressão centram-se na precisão dimensional, no acabamento superficial e nas propriedades mecânicas:
- Testes não destrutivos:Os raios-X e os testes ultrassónicos revelam porosidade ou defeitos internos.
- Medida dimensional:As máquinas de medição de coordenadas (CMM) verificam as tolerâncias.
- Inspeção à superfície:A inspeção visual e tátil é utilizada para detetar um acabamento liso e superfícies livres.
- Testes mecânicos:Testes de dureza e testes de tração verificam a integridade estrutural.
Medidas rigorosas de qualidade são necessárias em setores como o automóvel e aeroespacial, onde a falha das peças pode ser muito dispendiosa.
Desafios e Soluções Comuns
Embora seja um método muito eficaz, a fundição a baixa pressão pode enfrentar problemas:
- Porosidade:O gás aprisionado é minimizado pela manipulação do enchimento e desgaseificação do metal fundido.
- Fechamento a frio:O pré-aquecimento correto dos moldes e o controlo da taxa de fluxo impedem moldes não preenchidos.
- Defeitos superficiais:Acabamento, moldes polidos e controlo preciso da pressão melhoram a qualidade do acabamento.
- Consistência do ciclo:A monitorização automatizada do processo proporciona uma fundição repetível.
Os problemas podem ser resolvidos mais cedo, na fase de design/configuração; Isto tornará o processo o mais fiável possível.
Perguntas Frequentes (FAQ)
P1: Qual é o principal benefício da fundição a baixa pressão?
R: Oferece grande precisão, baixa porosidade e excelentes acabamentos superficiais em comparação com fundição por gravidade ou alta pressão.
P2: Que materiais são mais adequados para fundição sob pressão a baixa pressão?
R: As ligas de alumínio são as mais comuns, enquanto as ligas de magnésio e cobre são usadas para aplicações especializadas.
P3: Em que é que a fundição a baixa pressão difere da fundição a alta pressão?
R: Utiliza um fluxo metálico mais lento e pressão mais baixa, levando a melhor precisão dimensional e redução da tensão interna.
P4: Pode ser usada fundição sob pressão a baixa pressão para componentes de grande porte?
R: Sim, é adequado para peças médias a grandes que exigem precisão e qualidade consistente.
P5: Porque é importante o design de moldes na fundição sob pressão a baixa pressão?
R: Um design adequado do molde garante um enchimento uniforme, menos defeitos e uma ejeção mais fácil das peças moldadas.
P6: Que indústrias dependem mais da fundição sob pressão de baixa pressão?
R: Automóvel, aeroespacial, maquinaria industrial e eletrónica de consumo.
P7: A fundição sob pressão a baixa pressão requer pós-processamento?
R: Pode ser necessário um mínimo de maquinação ou acabamento, com base nos requisitos de tolerância e qualidade da superfície.
Conclusão
A fundição sob pressão de precisão a baixa pressão é um processo eficiente, controlável e de alta qualidade, sendo por isso um processo preferido em componentes metálicos complexos e de alto desempenho. Com conhecimento sobre o processo, escolha de materiais, fatores de design e medidas de otimização, os fabricantes podem agora fabricar modelos uniformes, fiáveis e precisos que satisfazem os rigorosos requisitos industriais. Ao praticar os melhores padrões, garante-nos uma vida útil mais longa da ferramenta, boa qualidade de superfície e minimizar o custo de produção, tornando a fundição a baixa pressão um dos pilares da fabricação moderna de metal.